
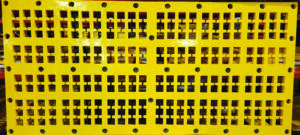
The raw coal screen (orange) separates the coal passing the roll crusher. (Source: Multotec)
By Anthony Yell
The screen media installed in the raw coal sizing screens just after the primary crusher is an important consideration for plant flowsheets. The feed typically has a top size of between minus 300 and minus 250 mm (minus 12- to 10-in.). The screen apertures range from 2- to 4-in. with the oversize often reporting to a rotary breaker and undersize reporting to dense medium cyclone(s).
These vibrating screens are typically single-deck, inclined systems with circular motion exciters. The deck sizes range from 6- x 16-ft up to 8- x 20-ft. Modern coal plants tend to use the larger 10- x 20-ft double-deck, banana screens with the oversize reporting to the rotary breaker. The oversize from the bottom deck reports to coarse dense media separation (vessels or cyclones) and the undersize from the bottom deck reports to dense media cyclone(s) for fines.
Tema Isenmann open cast polyurethane TDS bolt-down panel.
The screening media of choice 60 years ago was 0.5-in. (or 0.75-in.) abrasion-resistant (AR) plate. Some mines used heavy-duty, woven wire which had a higher open area than AR plate and provided better throughput, but the media life was reduced accordingly.
Around 50 years ago, the screen media started to change to rubber. Rubber is a lot lighter, making it easier to handle. It has good impact and wear-resistant properties. However, rubber prefers impact at 90° to its surface and does not have particularly good abrasion-resistant properties. So, on an inclined screen where sliding abrasion is the major wear criteria, rubber proved not to be less than ideal.

Tema Isenmann open cast polyurethane TDS bolt cown panels installed on a raw coal sixing screen.
Around 1975, polyurethane screening media emerged, especially for fine screening applications. Injection molded segments were cast into polyurethane panels and proved quickly to be superior to woven wire with a greater wear life of 10 times or more.
As polyurethane materials developed and dispensing systems improved, manufacturers learned how to cast larger polyurethane panels suitable for raw coal sizing screens.
One of the challenges with raw coal sizing screens is that they have 2- to 4-in. openings. Larger apertures tend to peg with near-size lumps. “Near size” is defined as lumps being 10% either side of the aperture size. For a 4-in. opening, near size would be between 4.5-in. and 3.5-in.

Tema Isenmann open cast TDS panels in operation with a build-up of “fire clays” around the edges of the panels, but the apertures remain clean.
To alleviate pegging, Tema Isenmann developed the TDS Open Cast Screen Panel which has disconnected webs between apertures. In addition, all apertures have a 5° taper from top to bottom. The combination of the taper and disconnected webs allows movement between apertures reducing the tendency of near size lumps to peg.
In certain instances, processing plants encounter “fire clays,” which is a very fine, sticky material associated with the coal seam that is difficult to screen. On conventional screen panels, this can cause major blinding as the fines adhere to the solid surface of the panels and then gradually grow over the apertures reducing screen open areas and the screening capacity. The resilience of the TDS Open Cast Polyurethane Panels has kept the screening area clear of fines build-up related to fire clay.
There have been considerable developments with open-cast polyurethanes that have improved the wear characteristics of the screen panels. For example, manufacturers have learned how to change the hardness or durometer of the polyurethane to optimize it for the application further improving wear life.
Tema Isenmann WS2.10 cross member liners.
Open-cast polyurethane panels can be supplied either as bolt-down or side-tensioned panels to suit the existing screen deck structures. The panels can easily be retrofitted to existing deck frames with minimal modifications and downtime for the plant and mine.
The challenge that can occur is when one converts from side-tensioned woven wire to polyurethane. Polyurethane screen media generally has lower open area than woven wire. So, the change could result in reduced screening capacity. Therefore, before any changes are proposed, plant managers should check if the reduction in open area will affect the screen capacity.
If capacity is potentially a challenge, the feed section of the raw coal sizing screen can be changed. It is the highest wear area and by doing this it will have minimal effect on the screening capacity but improve the overall screen media life accordingly. On raw coal sizing screens, however, open area is generally not that critical as a small percentage of fines being carried over into the breaker would not be an issue. Panel life and reduced maintenance downtime are the major considerations.
Tema Isenmann not only considers the screen media when optimizing a screen. They will review the feed chute in relation to the screen to ensure it is feeding the screen correctly. Addressing questions like: Does it spread the feed across the screen width? Does it minimize impact and forward velocity? These factors have a very real effect on-screen panel life.

Tema Isenmann WS2.10 tube covers.
The assessment also checks the screen stroke and the G-force to ensure it is optimal for the screen duty. Stroke and G-forces that are too low can cause excessive pegging, panel wear and poor screening efficiency.
Tema Isenmann also manufactures a wide range of WS2.10 Magnetic Wear Liners not only for use as side liners but also for cross member liners, tube covers, etc., that contribute to reducing wear, maintenance downtime and reduced costs.
The company also makes a wide range of screen media including injection-molded polyurethane, open-cast polyurethane, compression-molded rubber, injection-molded rubber, wedge wire and composite screen media such as poly-wedge and poly-punch panels.
Anthony Yell is the mining division manager for Tema Isenmann. He can be reached at: ayell@temaisenmann.com.

